




Máquina perfiladora de rolos de reixa T de teito
Nome da máquina:
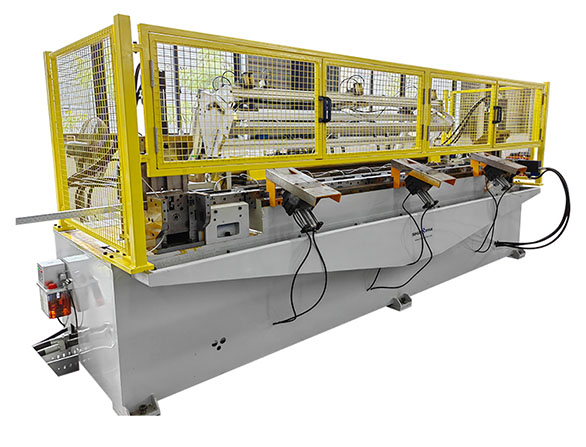
Máquina perfiladora de rolos de reixa principal en T multiespecificación automática de alta velocidade mediante o cambio dunha unidade de perfiladora de rolos (COMBI).
Unidade de formación de rolos mediante caixa de engrenaxes
1.1. A liña de produción de barras en T pode ser monitorizada por un PLC. Se a liña de produción de barras en T ten erros, o PLC localizaraos. O seu mantemento é doado para os traballadores.
1.2. A velocidade de produción da barra en T é de 0 a 60 m/min. A velocidade media da barra transversal é de 36 m por minuto. Un minuto pode producir 6 pezas de lonxitude de 3660 mm (12 pés) na árbore principal e 40 pezas de lonxitude de 1200 mm (4 pés).
1.3. Diferentes especificacións As unidades de formación de rolos (6) pódense substituír en 30 minutos, pódense producir especificacións de 24X32H se se engade un conxunto de unidades de formación de rolos (6).
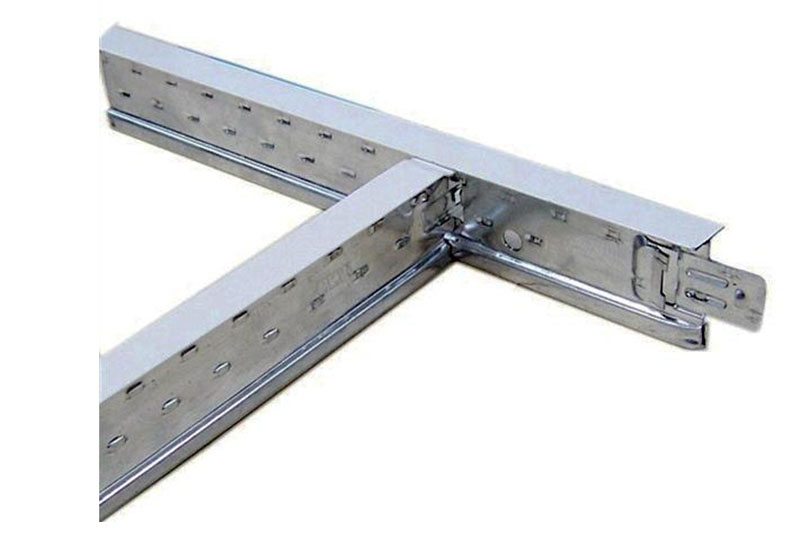
Debuxo do produto:
Perfil principal da barra en T 38h * 24 * 3600 mm / 3700 mm.
Perfil transversal en T 38h*24*600/1200mm.
Deseñamos a máquina segundo o seu debuxo confirmado.
1. Desbobinador motorizado dobre (bobina de aceiro pintada)
1.1. Capacidade de carga: 1500 kg * 2
1.2. Especificación da bobina: diámetro exterior 2.000 mm, diámetro interior 508 mm. Anchura da bobina de aceiro pintado: 100 mm
1.3. Enrolando a man para apertar a bobina
1.4. Impulsado polo motor
1.5. Motor accionado: 1,5 kW
2. Desbobinador motorizado dobre (bobina de aceiro galvanizado)
2.1. Capacidade de carga: 3000 kg*2
2.2. Especificacións da bobina: Diámetro exterior: 1500 mm. Diámetro interior: 508 mm. Anchura: 150 mm.
2.3. Enrolando a man para apertar a bobina.
2.4. Impulsado polo motor
2.5. Motor accionado: 1,5 kW

As unidades de formación de rolos funcionan a alta velocidade, polo que necesitamos unha unidade de almacenamento para protexer o motor e o redutor e prolongar a súa vida útil.

A potencia do motor é de 15 kW, da marca ABB.
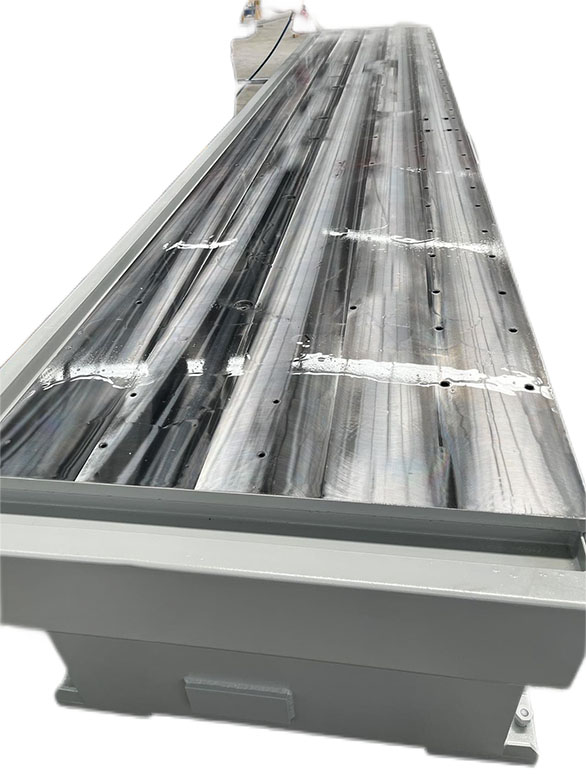
O material da base da máquina é aceiro Q345-B mediante tratamento térmico completo para eliminar a forza interna e prolongar a vida útil da máquina.
A mesa de traballo da máquina emprega un gran procesamento CNC para un nivel de alta precisión, tolerancia plana de 0,05 mm e espazo de 0,02 mm nas unidades de formación de rolos ou no pasador de localización.
As unidades de perfilado de rolos (COMBI) están fixadas na base da máquina. As COMBI pódense substituír segundo diferentes tamaños de barra en T.
Estación de perfilado con 16+ 5 rolos auxiliares. O material do rolo é CR12MOV1 (SKD11). Tratamento térmico ao baleiro 58-62 HRC.
A máquina perfiladora adopta unha estrutura de caixa de engrenaxes completa para prolongar a vida útil da máquina.
O diámetro do núcleo do eixe é de ∮40 mm, o material é de 40 CR mediante tratamento térmico de temple.
Material da estrutura da parede: Q345 - B, procesamento CNC, tratamento térmico.
Número de asentos de endereitamento: 1 conxunto, o uso é para endereitar o perfil de arriba a abaixo, diante e detrás, esquerda e dereita.
Velocidade da liña de formación de 0 a 80 m/min. A velocidade rápida ou lenta pode ser controlada automaticamente.

A matriz de perforación usa o material SKD11 con tratamento térmico ao baleiro. A dureza é HRC 58–62.
Instalar 6 matrices de perforación.
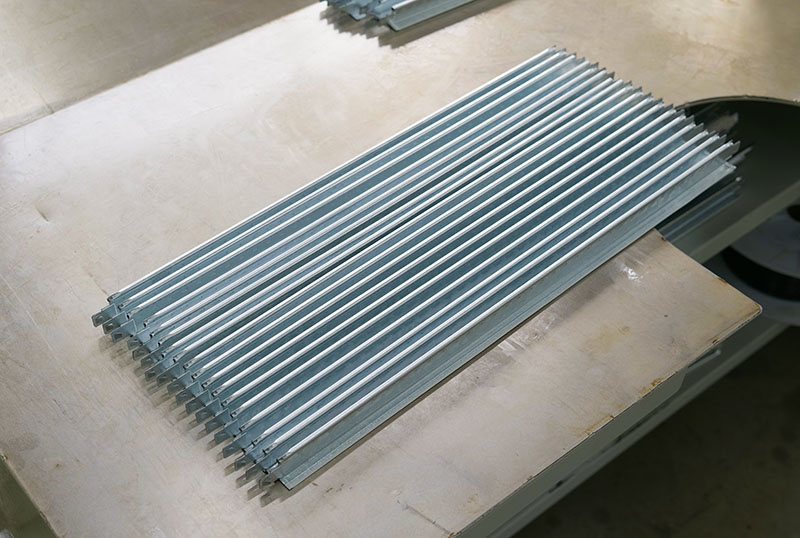
Lonxitude de corte de 3600 mm, orificios de montaxe da barra en T, conector por perforación hidráulica, o robot leva a barra en T perforada á mesa de apilado.
Potencia do motor: 15 kW, Marcas de motores: ABB
Presión de traballo da bomba: 140 kg. Caudal hidráulico: 65 L. Marca Rexroth (alemá).
Cilindros de aceite, cantidade: 9 pezas
Acumulador: 25L Marca: OLAER (Francés)
Sensor de presión, IFM (alemán) a válvula electromagnética: Rexroth (alemán)
A marca de filtración é Parker (EUA) 10.7, o aceite arrefríase con auga ou con aire (segundo se personaliza).

Marcas de PLC: MITSUBISHI (XAPÓN).
Controlador de cizalladura: italiano (SIHUA).
Potencia do inversor de frecuencia: 15 KW marca: YASKAWA (Xapón)
Marca de relés e disyuntores: Schneider.
Interface home-máquina (pantalla táctil) marca: KINCO, tamaño 10,4".
Armario eléctrico, conectado ao cable exterior mediante o enchufe rápido.








Categorías de produtos
-

Máquina de barras transversais de teito con tecnoloxía italiana...
-

Principais de especificacións múltiples automáticas de alta velocidade ...
-

Lámpada principal e transversal SIHUA de tecnoloxía italiana...
-

Rolo de reixa en T para teito principal SIHUA de calidade de Shanghai...
-

Máquina perfiladora de barras en T transversales con conectores de aliaxe
-

Teito falso automático, transversal longo e curto...